10 Best Cut and Sew Manufacturer Questions
Authored By
MagTexco Editorial Team
A cut and sew manufacturer turns design intent into finished apparel that can actually be sold, replenished and audited at scale. For brands, that choice affects margin, speed to market, quality consistency and supply risk all at once. The main problem it solves is execution: converting a tech pack and fabric plan into repeatable bulk production without losing fit, finish or delivery control. When the factory fit is poor, every downstream step gets harder, from approvals to export paperwork.
What does a cut and sew manufacturer do for an apparel brand?
A cut and sew manufacturer handles pattern execution, fabric cutting, stitching, finishing and inspection against buyer specs, AQL 2.5 or internal SOPs. It bridges product development and shipment, turning a tech pack into repeatable garments for retail or private label.
The term often gets used loosely, so it helps to separate it from adjacent models. A pure CMT supplier mainly cuts, makes and trims from buyer-supplied materials. A stronger cut and sew partner may also support sampling, pattern adjustments, finishing, packing and export coordination. That extra process control reduces hand-off risk.
Common misconception: cut and sew is not just sewing. If the factory cannot control shrinkage, marker efficiency, stitching density, pressing standards and final measurement tolerances, the garment may still fail even when the seam work looks fine.
How can you vet a cut and sew manufacturer in three practical steps?
Start with product fit, then test process proof, then confirm commercial reality. Tunisia and Turkey often suit Europe-facing brands when speed and communication matter more than the very lowest nominal unit price.
The fastest way to reduce sourcing risk is to avoid broad questions like “Can you make this?”. Better questions force the factory to show how it works, not just what it claims.
1. Match the product: Check whether the factory already makes your category, whether that is shirts, tees, dresses or outerwear, and ask for similar sample photos or references.
2. Verify the process: Ask how they run proto, fit, PP sample, in-line QC and final inspection, and whether they work to AQL 2.5 or a buyer-specific release standard.
3. Stress-test the numbers: Confirm MOQ by style and colour, monthly capacity, standard lead time, Incoterms and any subcontracting before you approve development.
Pro tip: if a factory answers quickly but avoids numbers, treat that as a warning. Strong suppliers usually know their capacity bands, sampling calendar and approval gates.
What are the best cut and sew manufacturer options for export-ready apparel programmes?
The best option depends on your category, compliance needs and market geography; MagTexco, Portugal knitwear suppliers and Turkey full-package factories each fit different buying models. The right choice is usually the factory whose systems match your calendar and risk profile.
A buyer supplying the UK or EU rarely needs the same factory profile as a mass-volume basics importer. Nearshore responsiveness, certification scope and product category often matter more than headline price.
MagTexco: Strong fit for brands wanting Tunisia-based, export-ready apparel production with support from development through cutting, sewing, finishing, QC and shipment coordination. Its ISO 9001, ISO 14001, GOTS and GRS positioning suits buyers that need compliance-backed sourcing.
Portugal-based knitwear factory: Good for premium jersey, smaller runs and refined finishing, usually with higher labour costs and less appeal for price-led basics.
Turkey full-package supplier: Strong for speed, fabric access and fashion reactivity, though mill minimums and cost swings can be sharper on some programmes.
Morocco nearshore producer: Useful for quick replenishment into Europe, with solid proximity benefits but sometimes a narrower fabric ecosystem than Turkey.
South Asian volume manufacturer: Best for very large basics programmes where unit cost leads the decision, with longer transit and more planning exposure.
How do MOQ and production capacity compare when choosing a cut and sew manufacturer?
MOQ and capacity solve different problems. MOQ controls whether a style is commercially viable to start, while capacity decides whether the same factory can repeat, scale and ship on time across a season.
Many buyers mix these up. A factory may accept 200 to 500 units per style by using stock fabric or shared trims, yet still struggle with a 15,000-unit repeat if the line plan is full. A larger supplier may quote 1,000-plus units per style because the real constraint sits with fabric mills, dye lots or print set-up economics, not sewing.
If your assortment has many colours and low size depth, ask for MOQ by style, colour and fabric, not one blended figure. If the fabric is custom-dyed, then the fabric minimum often drives the order. If the fabric is in-stock, then the sewing line may be the real limit.
Common misconception: low MOQ does not always mean startup-friendly. Sometimes it simply means the factory will take the order, but at a cost level that makes repeat buying difficult.
How should you check quality control before approving bulk production?
Quality should be locked before bulk cutting starts. ISO 9001 and AQL 2.5 help, but the decisive controls are PP sample approval, in-line defect checks and measurable tolerances at final audit.
A good factory treats quality as a flow, not a final gate. That means checking fabric shade, shrinkage and faults before spreading, confirming the approved construction method before sewing, and inspecting packing accuracy before cartons are sealed.
1. Approve the PP sample and tolerance sheet: Lock measurements, stitch details, trims, labels and packaging before bulk fabric is cut.
2. Audit in-line, not just at the end: Catch seam puckering, skipped stitches, shade variation and measurement drift during sewing, when correction is still cheap.
3. Release only after final inspection: Use an agreed SOP, often AQL 2.5 for major defects, plus carton count, barcode and assortment checks.
Pro tip: ask whether the same QC routine applies to low-MOQ and high-volume orders. Some factories relax discipline on small runs, which creates inconsistency right when a new brand needs proof of reliability.
Is a cut and sew manufacturer or a full-package apparel manufacturer the better fit?
A full-package partner suits lean buying teams, while a cut and sew specialist suits brands that already control fabric, patterns or product development. The better fit depends on where your team is strong and where errors usually enter your process.
With a cut and sew specialist, you may gain tighter focus on execution and sometimes lower conversion cost. Yet you also carry more coordination work because fabric sourcing, trims and testing may sit elsewhere. That can work well for experienced sourcing teams with trusted mills.
With a full-package manufacturer, more steps sit under one roof or one accountable supplier. That reduces hand-offs and often improves speed for smaller teams. The trade-off is less freedom to shop every input independently, and sometimes less transparency if costing is bundled too broadly.
If your brand already has nominated mills and strong technical staff, cut and sew can be efficient. If your team needs support across development, sourcing and logistics, full-package usually lowers risk faster than it lowers price.
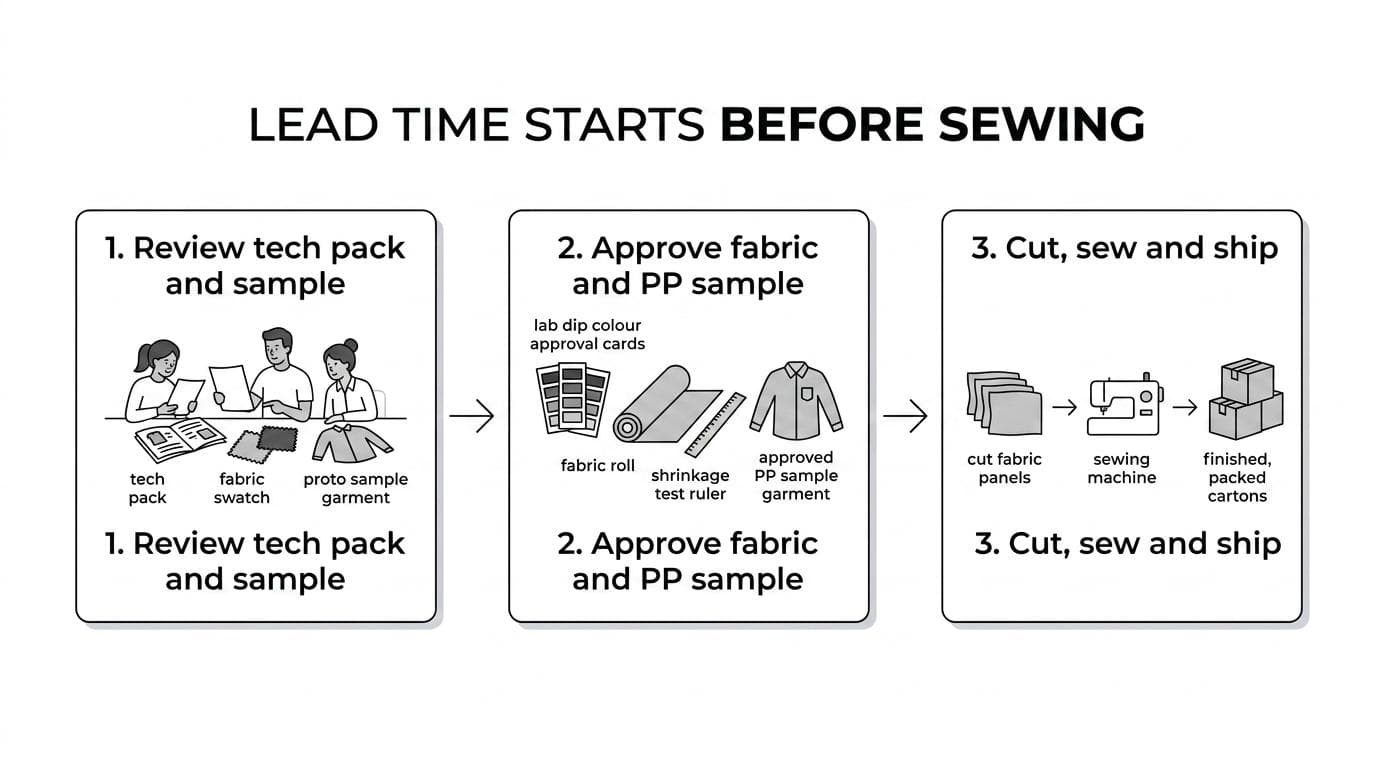
How do lead times move from tech pack to shipped garments?
Lead time starts before sewing. A simple jersey style in Tunisia may ship 4 to 8 weeks after approvals, while outerwear with custom trims, washes or recycled fabric programmes can need 8 to 16 weeks.
Step 1 is development. The factory reviews the tech pack, confirms fabric availability, checks construction feasibility and builds proto or fit samples. If the spec is incomplete, then every later date becomes soft, no matter how confident the supplier sounds.
Step 2 is pre-production. This includes lab dips or colour approval, fabric booking, shrinkage testing, pattern corrections and PP sample sign-off. Pro tip: fabric approval usually decides the calendar more than sewing capacity does.
Step 3 is bulk execution and dispatch. The factory cuts, sews, finishes, inspects, packs and books the shipment. Nearshore suppliers can cut transport time sharply into Europe, but only if documents, carton markings and booking windows are prepared early.
Which certifications matter most in cut and sew manufacturing?
The key certifications are role-specific. GOTS and GRS support fibre and chain-of-custody claims, while ISO 9001, ISO 14001 and BSCI signal process, environmental and social discipline that many EU and UK buyers expect.
Certifications matter because they change both risk and workload. A buyer serving premium retail or sustainability-led channels may need documented traceability, audit readiness and controlled processes. A price-led basics programme may care more about consistency and social compliance than fibre claims.
GOTS: Relevant when you sell organic textile products and need certified processing, traceability and labelling rules.
GRS: Useful when recycled content claims must be verified across the chain of custody.
ISO 9001: A quality management system benchmark that supports documented SOPs, corrective actions and repeatability.
ISO 14001 and BSCI: Important where environmental controls and social audit expectations affect vendor approval.
Pro tip: always ask for certificate scope, issuing body and expiry date. A certificate may be valid, but not for the product category, facility or process stage you plan to buy.
How do pricing and landed cost actually work with a cut and sew manufacturer?
Landed cost is what matters. FOB Tunisia, ex-works Turkey and high-volume Asia quotes can look very different once freight, duty, defect risk, minimums and replenishment speed are included.
A garment quote usually combines fabric consumption, cut-make-sew cost, trims, finishing, packing and margin. Then other variables come in: print set-up, embroidery, testing, certification-related inputs and shipment terms. If the style has poor marker efficiency, cost rises. If the order is below the fabric mill minimum, cost rises again.
This is where many buyers miss the real trade-off. A lower ex-factory price can still produce a worse commercial outcome if transit is longer, sell-through is slower or rework is common. If your programme depends on fast repeats into Europe, then a nearshore factory may reduce total risk enough to justify a slightly higher unit price.
Common misconception: “best price” and “best cost” are not the same thing.
What questions reveal whether a factory can support long-term growth?
The best questions test systems, not promises. Ask for monthly capacity by category, merchandiser ownership, subcontracting policy and current certification documents before you issue a PO or deposit.
A factory that can support growth should answer clearly on four points. First, can it scale from trial order to repeat programme without changing quality level? Second, who owns communication when approvals move fast? Third, what happens during peak season? Fourth, how are problems documented and corrected?
If the supplier can explain line planning, escalation paths and release standards in plain terms, that is a strong sign. If it answers only with general claims about experience or flexibility, keep pushing. Reliable cut and sew manufacturing is built on measurable controls, not optimism.
Looking for a reliable cut and sew manufacturer? Contact MagTexco to discuss your next apparel project.
Contact UsExplore related services
Use these routes to move deeper into our Tunisian manufacturing content and product categories.